

如果英尺磅的扭矩是扑克筹码……
重复使用、研究、重新思考关键紧固件
 检查和/或更换关键紧固件的标准多种多样,而对于气缸盖、连杆、主盖和喷油器压紧螺栓,标准可能会令人困惑。OE 制造商通常会发布可重复使用的一般准则,偶尔会参考螺栓长度规格来确定螺栓是否在限制范围内。但是,这些只是准则,实际应用可能需要在每次使用后或使用特定次数后更换各种螺栓。更令人困惑的是,一些制造商或供应商在其大修发动机套件或垫圈套件中包含关键螺栓,而其他制造商或供应商则不包含。套件中是否包含(或不包含)螺栓组并不能保证螺栓可重复使用。参考最新的 OE 服务出版物是最好的资源。提前研究这些信息将有助于避免组装过程中的任何意外费用和延误。关键紧固件不一定是便宜的物品。Cat 3500 系列头螺栓的标价约为每个 24 美元。考虑到每个气缸盖有 24 个主螺栓(8 美元 x 192 = 24 美元),并且根据设计不同,发动机上可能有 XNUMX 到 XNUMX 个气缸盖。
检查和/或更换关键紧固件的标准多种多样,而对于气缸盖、连杆、主盖和喷油器压紧螺栓,标准可能会令人困惑。OE 制造商通常会发布可重复使用的一般准则,偶尔会参考螺栓长度规格来确定螺栓是否在限制范围内。但是,这些只是准则,实际应用可能需要在每次使用后或使用特定次数后更换各种螺栓。更令人困惑的是,一些制造商或供应商在其大修发动机套件或垫圈套件中包含关键螺栓,而其他制造商或供应商则不包含。套件中是否包含(或不包含)螺栓组并不能保证螺栓可重复使用。参考最新的 OE 服务出版物是最好的资源。提前研究这些信息将有助于避免组装过程中的任何意外费用和延误。关键紧固件不一定是便宜的物品。Cat 3500 系列头螺栓的标价约为每个 24 美元。考虑到每个气缸盖有 24 个主螺栓(8 美元 x 192 = 24 美元),并且根据设计不同,发动机上可能有 XNUMX 到 XNUMX 个气缸盖。
螺栓应力最高的区域是螺栓柄下方的第一个螺纹、铸件或螺母外部的第一个外露螺纹以及螺栓头下方的半径。

即使您要用新螺栓替换旧螺栓,检查指南也是明智的预防措施。螺栓杆、螺纹和螺栓头下侧的损坏可能会导致应力集中,和/或影响螺栓的夹紧力(扭矩)。

拧紧螺栓会在两个分离面之间产生夹紧力的锥形效应。该力随着远离螺栓而减小。如果螺栓拧紧得当,它应该只会承受拉伸(拉伸)负荷。夹紧力在两个分离面之间产生的摩擦会传递热量或弯曲负荷。
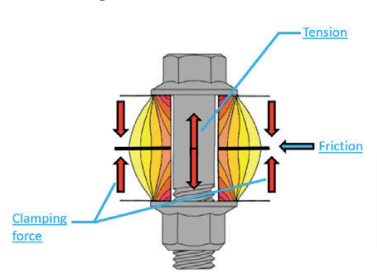
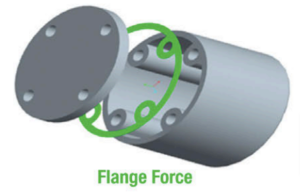
正确拧紧螺栓所施加的力量是惊人的。像钢制法兰这样简单小巧的东西,使用四个 8 毫米螺栓,拧紧到 18.5 磅-fr (24.97Nm),每个螺栓就能产生超过 3500 磅的十离子 (夹紧) 力。
鉴于:
8毫米(.315英寸)螺栓
18.5 ft-lbf 的紧固扭矩
摩擦系数为 0.2(钢与钢)
其中 F=T/(c•D):
F=(18.5 英尺磅力/(.2 英寸.315 英寸)“(121 纳米) = 3524磅力
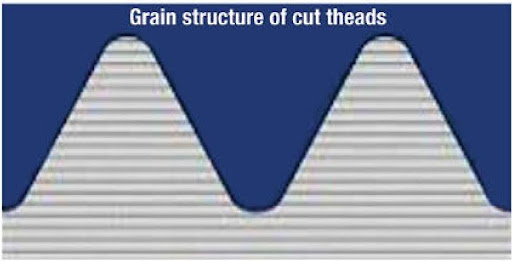
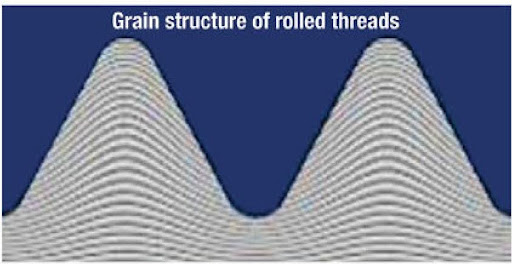
许多关键紧固件都是由锻造毛坯和滚压螺纹制成的,以便螺栓能够承受数百磅的扭矩和发动机的最高额定力。锻造螺栓头可优化晶粒结构,并将疲劳寿命提高到机加工螺栓的三倍。
与剪断纱线相比,通过卷起纱线可以沿着轮廓形成连续不间断的纹理线,从而提高拉伸强度和剪切强度。

可能对扭矩值产生负面影响的两个因素是:
例如:在 220/5 英寸直径的螺栓 M8(16)上使用 10.9(磅英尺)的扭矩
使用错误的润滑剂可能会超出螺栓的屈服极限。
拧紧(扭矩)螺栓的方法因 OE 制造商和应用而异。以下是来自三个制造商的头部螺栓扭矩值和顺序的示例(仅供参考)。
38 个头部螺栓分四个阶段拧紧:
按顺序拧紧头部螺栓:
(主头螺栓的一个例子)
扭矩为 4 0″' 20 N•m(330″' 15 lb-ft)
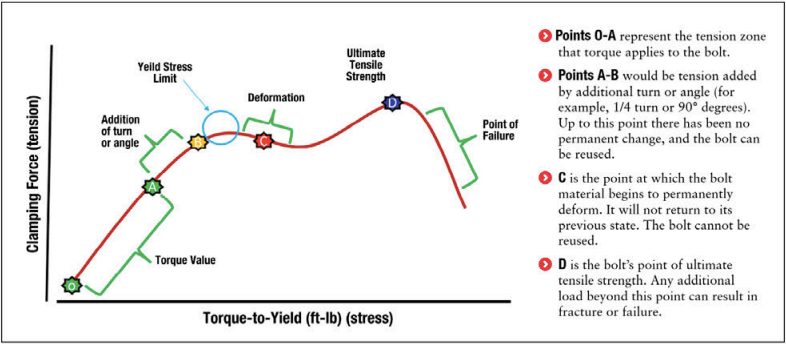
确定扭矩顺序、值、材料、负载和工艺所需的科学和数学计算非常复杂。改变这些值和程序可能会产生负面影响。螺栓的功能类似于弹簧(张力),可在两个表面之间保持恒定的夹紧力(挤压力)。螺栓的设计方式以及考虑
它必须承受的力决定了它是否可以多次使用,还是只能使用一次。扭矩转角或扭矩转角程序有助于确定施加在螺栓上的应力。上图有助于说明螺栓的比例极限和屈服点。
一旦螺栓超过其屈服应力极限,它就会永久受损,并且不会恢复到之前的状态。单个技术人员会试图增加额外的英尺磅扭矩或旋转度(角度),超出制造商的规格。虽然增加的扭矩可能不会将螺栓拉伸超过屈服应力极限或极限屈服点,但它可能会对其他部件(气缸盖垫圈、衬套法兰、铸件等)产生负面影响。一旦超过这些临界点,任何由此产生的故障都不是螺栓的错。不幸的是,除非螺栓有损坏的迹象,否则没有明显的方式可以判断它是否已经受损。
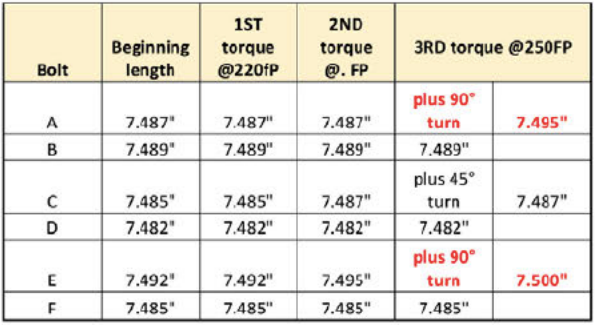
特定螺栓的工程和制造规范可以确定弹性极限和屈服点,但为了说明改变扭矩值的物理影响,我们测量了 60 系列六个新头螺栓的长度 底特律发动机,然后施加各种扭矩和扭矩转角值。下图显示了我们的发现。在 1 lb-ft 的第一个扭矩之后,螺栓的测量值与其起始长度相同。我们在相同的 220 lb-ft 下对这些螺栓再次重复了这一练习,发现六个螺栓中只有两个的长度略有变化。对于第三次测试,我们将扭矩增加到 2 lb-ft,并对一个螺栓增加 250° 转角,对另外两个螺栓增加 45° 转角。这是我们开始发现永久变形的点。90 lb-ft 加上 250° 转角的螺栓能够恢复到其原始长度,但 45 lb-ft 加上 250° 转角的两个螺栓都已到达不复返的点。在某个时候,增加 90° 到 45° 的转角损害了这两个螺栓的完整性,导致永久变形。还需要注意的是螺栓没有明显损坏。
虽然我们在实验中使用的附加扭矩和附加转动角度可能高于大多数技术人员在给定装配规范中增加的扭矩和转动角度,但需要考虑的一个重要问题是, 任何 螺栓在装配时很少被发现,并且肉眼检查可能无法发现其 结构状况。
一种在制造领域越来越流行的制造工艺 工业和重型柴油机行业最常用的方法是低温冷冻螺栓。这个过程是将螺栓冷却至 -310°F (-190°C),将其保持在液氮中以消除残余应力,然后将温度升回室温,然后进行温和的热处理。结果是产量增加 20%,螺栓寿命更长,内应力更小,抗拉强度得到优化。

根据应用或组件,您可能需要考虑的另一种选择是用螺柱代替螺栓。
螺栓承受扭转(扭曲)载荷、拉伸载荷以及来自螺栓头和活塞螺纹啮合下方的摩擦载荷。然而,螺柱可提供更准确的扭矩值,因为它们承受轴向(拉伸)载荷,并且螺母螺纹长度较短,摩擦较小。与螺栓相比,螺柱对铸件(气缸体、壳体等)螺纹的磨损也较小。螺柱通常由高级材料制成,制造工艺更精细,可能经过或可能不经过低温处理。
在鉴定、组装或更换紧固件时,遵循 OE 制造商的指导方针是最佳做法。螺栓的成本可能远低于因螺栓故障造成的潜在损坏和二次维修的成本。这真的值得吗?
无需离开舒适的家即可进行赌博......重复使用、研究、重新考虑关键紧固件。

Steve Scott 加入服务部门 局部局部放电 1982年,他开始从事各种设备、柴油和天然气发动机的零部件、维修和销售工作。自2004年以来,他一直担任lPD的产品开发和技术支持总监。欲了解更多信息,请发送电子邮件至[电子邮件地址]。 [email protected].




