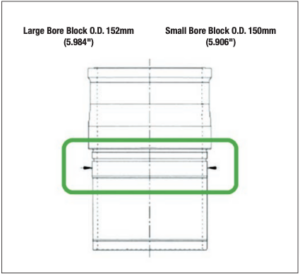
You may not know which cylinder liner is in your ISX until you tear it apart as both 150mm and 152mm cylinder liners were used on Cummins ISX Series engines. The major differences were discussed and charted in the April-July 2017 Engine Professional magazine’s article entitled, “Continuous Design Changes on the Cummins ISX/QSX Series Cylinder Components”. Feedback indicated that there is some confusion or misunderstanding between the 150mm and 152mm liner and counter bore specifications. Some of the confusion may be rooted from the wording found in Cummins literature addressing these as large or small-bore liners and cylinder blocks. Bore size to many readers automatically registers as the cylinder diameter for the piston. However, this is not the case at Cummins with the ISX/QSX engine series. Large and small bore refers to the outside diameter (OD) of the liner directly below the liner seal and the counter bore (lower receiver) of the cylinder block as shown in the diagram below.
Physically, the 152mm liner will not fit into a cylinder block designed for the 150mm liner, but the 150mm liner can be accidentally (and incorrectly) installed into a 152mm bored block, and that’s where the potential for real problems occur. A 150mm liner in a 152mm block will not be supported correctly, and the liner will move from side to side during operation.
 This movement may cause any number of problems, possibly the least being coolant passing into the lube oil, a blown head gasket, or could be as major as catastrophic failure.
This movement may cause any number of problems, possibly the least being coolant passing into the lube oil, a blown head gasket, or could be as major as catastrophic failure.
Unfortunately, even with the cylinder head and oil pan removed, there is no way to tell these liners apart while they are installed in the block. There is one groove (band) on the non-APR liner, and two grooves (bands) on the APR liner that are visible on the outside bottom of each liner that identifies them as being one of the bronze shim designs. Those grooves (shown above) do not identify the diameter of the liner, so the cylinder block and liner must be measured to assure they are a correct fit.
The design of the bronze shims between these liners are also different. The shim for the 150mm liner has tabs that hold it in position on the liner, as shown below. The shim for the 152mm is larger in diameter, and does not have the tabs. The shims are replaceable, but they are not reusable.
The liner seal O-rings are also different in diameter for the 150mm and 152mm liners and fortunately they can be identified by their color. The O-ring for the 150mm liner is pink and the O-ring for the 152mm is blue, without that coloring, they could easily be mixed up.

 The earlier liner designs did not have a replaceable shim, and the liner rested directly on the counter bore ledge of the cylinder block. Those designs were more susceptible to fretting and wear of the counter bore surface; however, with each successive liner design, the condition of the counter bore continues to be critical to the life of the engine. The OE service publication requires the counter bore depth (distance from the surface of the block deck to the counter bore ledge) to be measured in four locations, and the variance between those four measurements cannot be greater than 0.025mm (0.001”), and the ledge must be flat (level) within 0.0127mm (0.0005”).
The earlier liner designs did not have a replaceable shim, and the liner rested directly on the counter bore ledge of the cylinder block. Those designs were more susceptible to fretting and wear of the counter bore surface; however, with each successive liner design, the condition of the counter bore continues to be critical to the life of the engine. The OE service publication requires the counter bore depth (distance from the surface of the block deck to the counter bore ledge) to be measured in four locations, and the variance between those four measurements cannot be greater than 0.025mm (0.001”), and the ledge must be flat (level) within 0.0127mm (0.0005”).
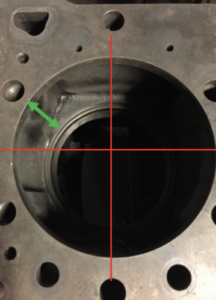
The condition of the surface of the counter bore ledge is also very important. Machining lines should be visible all the way across and around the entire circumference of the ledge. There should not be any areas of fretting or erosion across the surface, or on the inside or outside of the ledge, as shown below. This ledge (and the dimensions of the liner) are responsible for achieving the correct liner protrusion, and correctly supporting the liner.
If the counter bore height, or if depth variance is greater than is 0.025mm (0.001”) and/or the surface of the counter bore ledge is beyond the reusability guidelines, the block will need to be machined for a repair shim.
Attention to some of the smallest details, and referring to the latest OE service publications are two key factors in a quality rebuild or repair.



Steve Scott joined the service department at lPD in 1982, working with parts, service and sales for a variety of equipment, diesel, and natural gas engines. Since 2004, he has been the director of product development and technical support for lPD. For more information, email sscott@ipdparts.com.
If you’re an existing customer and already have a login, click here to find IPD quality parts.
If you would like to find an IPD distributor or become an IPD distributor, please fill out our form.




